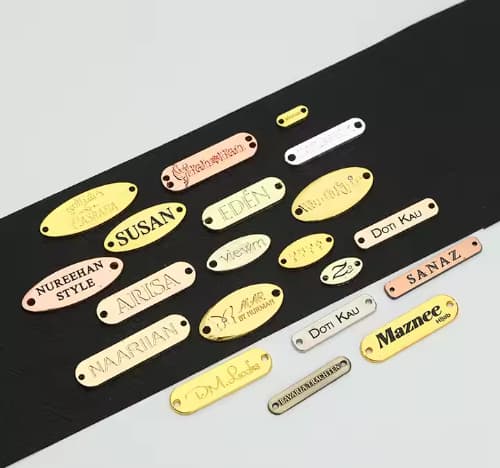
Luggage hardware -the effect of electrophoretic lattice hardness-B
Luggage hardware integrated impact analysis Performance synergy The combination of hardness, electrophoresis and lacquering processes can significantly enhance the overall performance of the luggage hardware. The hardness provides basic strength, the electrophoresis provides corrosion resistance and adhesion guarantee, and the lattice frame further improves abrasion resistance and decorative properties. Luggage hardware application Scenarios Industrial hardware: We required high hardness, corrosion resistance and abrasion resistance and recommened that useing high hardness base material + electrophoretic coating . High-end decorative signage We recommened high gloss and corrosion resistance, electrophoresis priming + racking process Outdoor signage We require long-term weathering resistance and recommen electrophoretic coating + racking process , and select good weathering resistant paint . Cost and process trade-off The cost of lattice process is high, if the budget is limited, only electrophoresis process can be used; if the requirements for decorative and abrasion resistance are very high, then the combination of lattice process is needed. Luggage hardware recommended solutions Base programme High hardness metal substrate (e.g. stainless steel) + electrophoretic coating, suitable for most industrial and outdoor scenarios, cost-effective. High-end solution High hardness metal substrate + electrophoretic coating + racking process, suitable for high-end decorative signs, combining performance and aesthetics. Special requirements programme According to the specific environment ( high salt fog, high temperature), we can choose special coatings or processes, such as salt fog-resistant electrophoretic coating or high-temperature lattice process. Conclusions and Recommendations Luggage hardware hardness selection needs to be “customized” High-end products: 4H hardness is preferred, taking into account the aesthetics and durability; Mid-range products: 3H hardness is the most cost-effective; Low-end products: 2H hardness can satisfy the basic needs. Direction of process optimization Enhance the performance through composite process (e.g. anodic oxidation + electrophoresis); Develop low-temperature curing high-hardness electrophoresis paint to reduce energy consumption and risk of deformation…
More